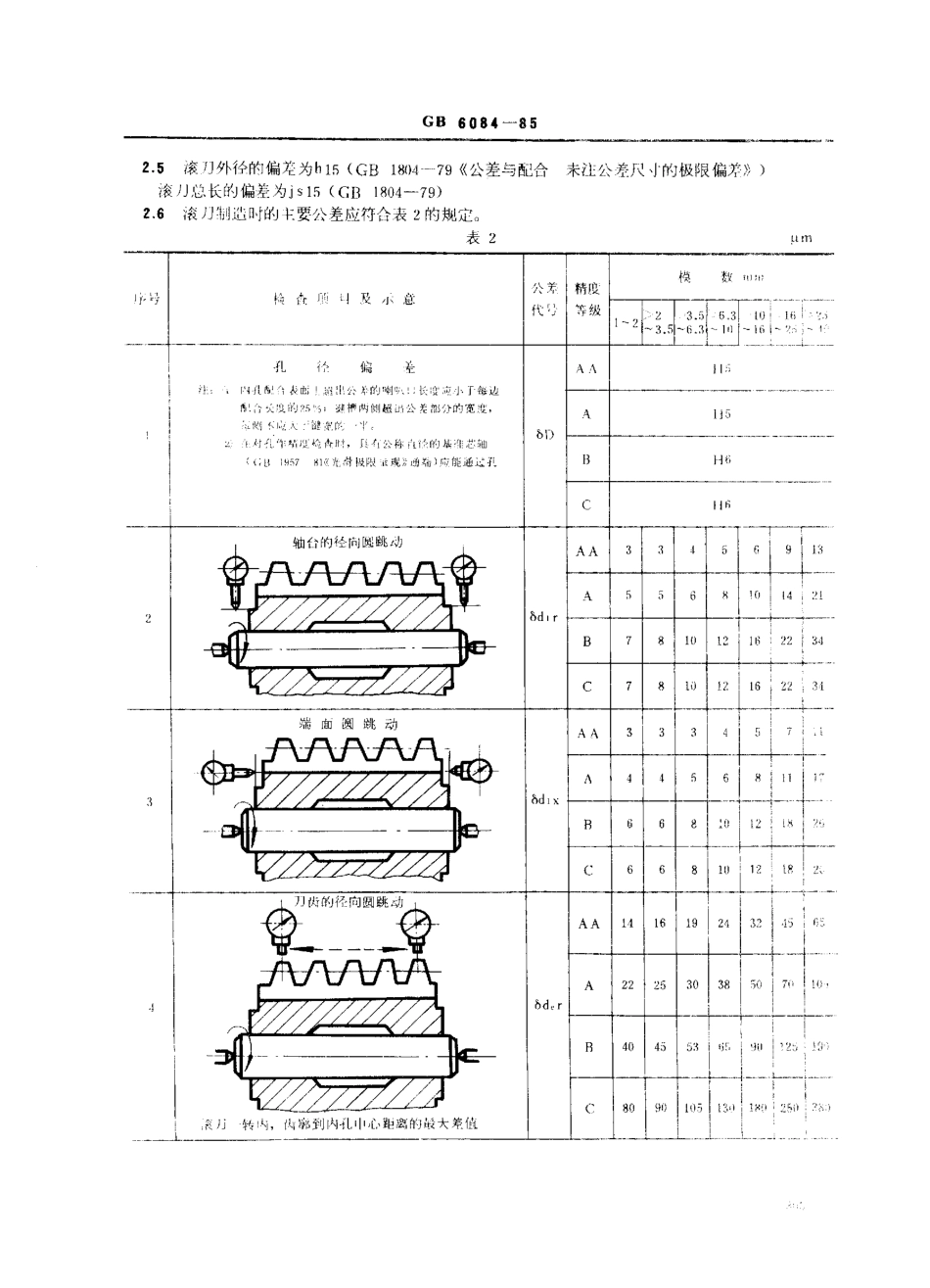
中华人民共和国国家标准UDC621.914.02:621.833齿轮滚刀通用技术条件GB6084一85Thegeneraltechnicalspecificationsforgearbobs适用范围1.11.21.31.4齿轮。1.5的滚J」。1.6木标准适用犷1至40模数(GB1357一78《渐汗线圆柱齿轮模数》)山轮滚77木标准等效采用国际标准ISO4469-92《单头山轮滚n的精度要求》。滚刀精度分为AA.A.13、C四级。按本标准所制造的滚刀用于加土基准齿形按GB1356-78《渐开线圆柱齿轮基准齿形》规定的本标准所规定的公差用于尺、1-等于或大干GB6083-85《齿轮滚刀的At木型式和尺寸》规定木标准适用于单头齿轮滚刀。2技术要求2.1滚刀用W18Cr4V或同等性能以上的高速钢制造。其金相组织应符合YB(T)2一80((;w速L具钢技术条件》的规定。其碳化物均匀度对于直径不大于100mm的滚刀应不超过4级,对于汽径大丁100mm的滚刀应不超过5级。2.2用W18Cr4V或其他同等性能高速钢制造的滚刀切削部分硬度为HRC63一6602.3滚刀表面不得有裂纹、崩刃、烧伤及其他影响使用性能的缺陷。2.4滚)1表面的粗糙度(按GB1031-83((表面粗糙度参数及其数伯》)应不人于表!规定的数值〔〕表]Wm滚刀的精度等级杳友内{表rti41糙度参数{AA表面粗糙度内孔表面R.0.320.32063125端而Ra0.630.630.63{{1.2i一灿台外['2}R:.063U.63I23卜2卜丁fh前向尺a0630,630.63{一1.';0_刀的侧闭Ra1下万一0.630.63厂一一-I25}习必顶山及圆角1-分Rz3.f0一3.206.30690]_____国家标准局198506-06发布198605-01实脸GB6084--852.5滚门外径的偏差为115(GB1804一79《公差与配合未注公井尺寸的极限偏差》滚)J总长的偏差为]s15(Gil1804-79)2.6滚刀韦」造时的卜要公差应符合表2的规定表2L上rrYt卜弓杏及小意i\Tft':精F<.沙F:AY一2{一;数州”,万干蕊一1川{~1吐飞{,几径偏牵A入四JL配配泞认乙侧不衬孔厂、以A-出公茸的喇沼{长一贫赶小于每边的巧马;龚MI两侧拯山公差m二分的贸度,友讹裂九十即,毖检杏It,见人片和,曰今的举一IIt袖a,79P}F.升吸阴..7理),A%Fl喻能通止孔IiS飞)1]6日6AA{3不下兀一丁一爪。·、丰干斗一4一仁adirA!5一3}e;}x{’。“‘:性R引万10气万几万—一一,十c1气)16z,且11且川|︷11十。端面(q跳动上三公_一二二_A八1|仁!Ad;日t—口尘〔径向圆跳动丁洲一U12「_LPAAASd〔r一11||十es|一1一一裁月转内,内廓到内孔.}.心距离的峨大差值lGB6084--85续表2协们1yl一川摸一书阅le卜卜撇‘卿1-产卜。弟月一{补号检八项目及小意刁齿前面的径向性一一嘴I{36,1.,一---1---t8120一24130140·ss_益sSf,...