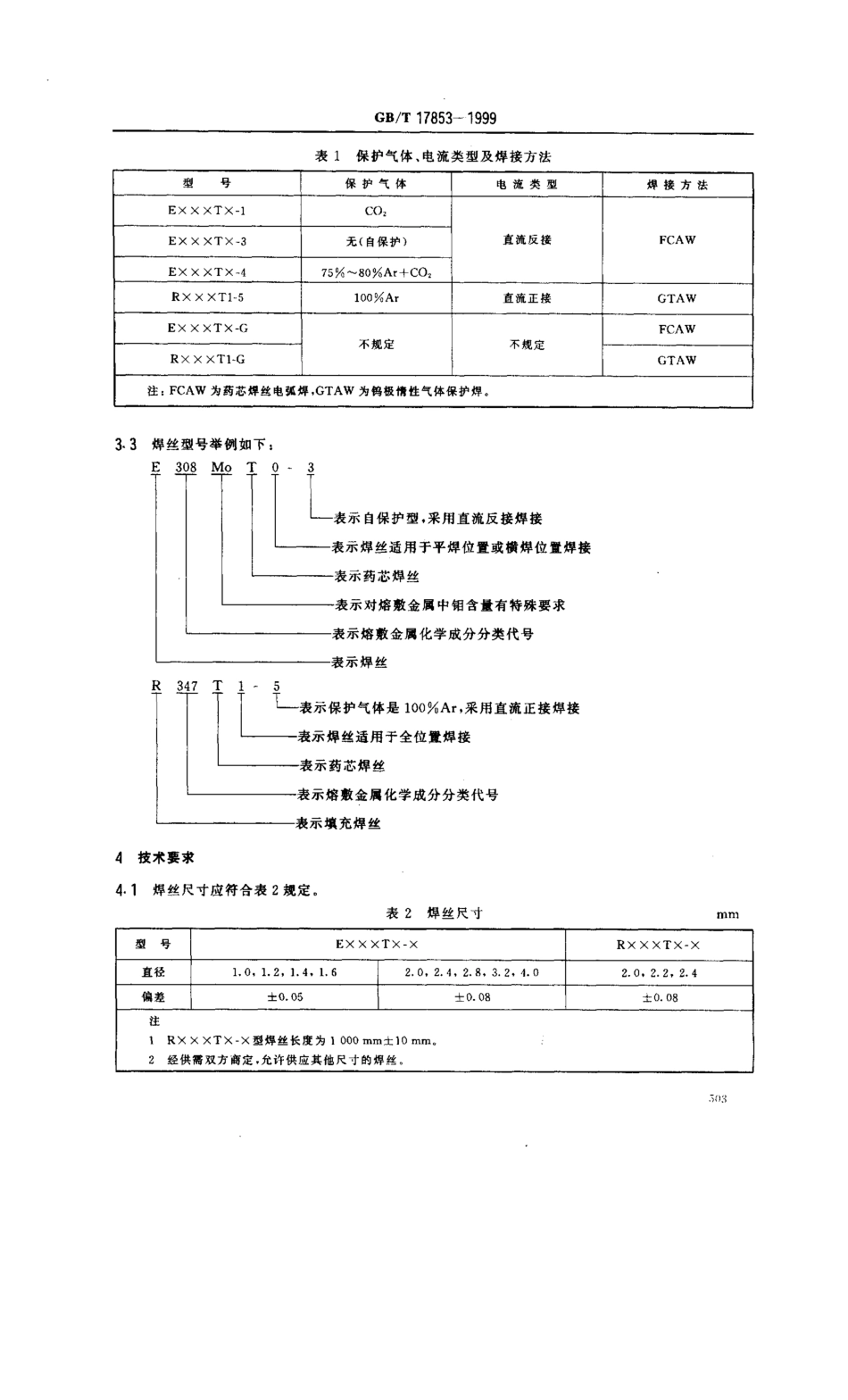
GB/T17853-1999前言本标准在技术内容上等效采用了ANSI/AWSA5.22-95《电弧焊不锈钢药芯焊丝及钨极惰性气体保护焊不锈钢药芯填充焊丝规程》。本标准采用了与国家标准《气体保护焊用碳钢、低合金钢焊丝》和《低合金钢药芯焊丝》相一致的供货形式及尺寸要求,以方便生产应用本标准在编写格式和规则上执行了GB/T1.1-1993《标准化工作导则第1单元:标准的起草与表述规则第1部分:标准编写的基本规定》。本标准的附录A、附录B均是提示的附录本标准由国家机械工业局提出。本标准由全国焊接标准化技术委员会归口。本标准起草单位:哈尔滨焊接研究所、北京宝钢焊业有限责任公司、嘉兴东方焊业有限公司。本标准起草人:陈欲.温安然、李春范、马风辉、齐鹤云、方建中、储继君中华人民共和国国家标准不锈钢药芯焊丝GB/T17853-1999Stainlesssteelfluxcoredwires范围本标准规定了不锈钢药芯焊丝的型号分类、技术要求、试验方法、检验规则及缠绕、包装等内容。本标准适用于电弧焊不锈钢药芯焊丝及钨极惰性气体保护焊不锈钢药芯填充焊丝(以下简称焊丝)。这类焊丝芯部所含非金属组分应不小于焊丝总重的5%,熔敷金属中铬含量应不小于10.50%",铁含最应大于其他任一元素含最。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T700-1988碳素结构钢GB/T1591-1994低合金高强度结构钢GB/T1954-1980铬镍奥氏体不锈钢焊缝铁素体含量侧量方法GB/T2652-1989焊缝及熔敷金属拉伸试验方法GB/T2653-1989焊接接头弯曲及压扁试验方法GB/T3323-1987钢熔化焊对接接头射线照相和质量分级GB/T4237-1992不锈钢热轧钢板GB/T4334.5-1990不锈钢硫酸一硫酸铜腐蚀试验方法3型号分类3.1焊丝根据熔敷金属化学成分、焊接位置、保护气体及焊接电流类型划分型号。3.2型号表示方法为用“E”表示焊丝,"R”表示填充焊丝,后面用三位或四位数字表示焊丝熔敷金属化学成分分类代号;如有特殊要求的化学成分,将其元素符号附加在数字后面,或者用“L"表示碳含量较低、"H”表示碳含量较高、"K”表示焊丝应用于低温环境;最后用“T"表示药芯焊丝,之后用一位数字表示焊接位置,"0”表示焊丝适用于平焊位置或横焊位置焊接,“1"表示焊丝适用于全位置焊接;“一”后面的数字表示保护气体及焊接电流类型,见表1,")E502TX-X和E505TX-X型焊丝已划入GB/T17493-1998(低合金钢药芯焊丝...