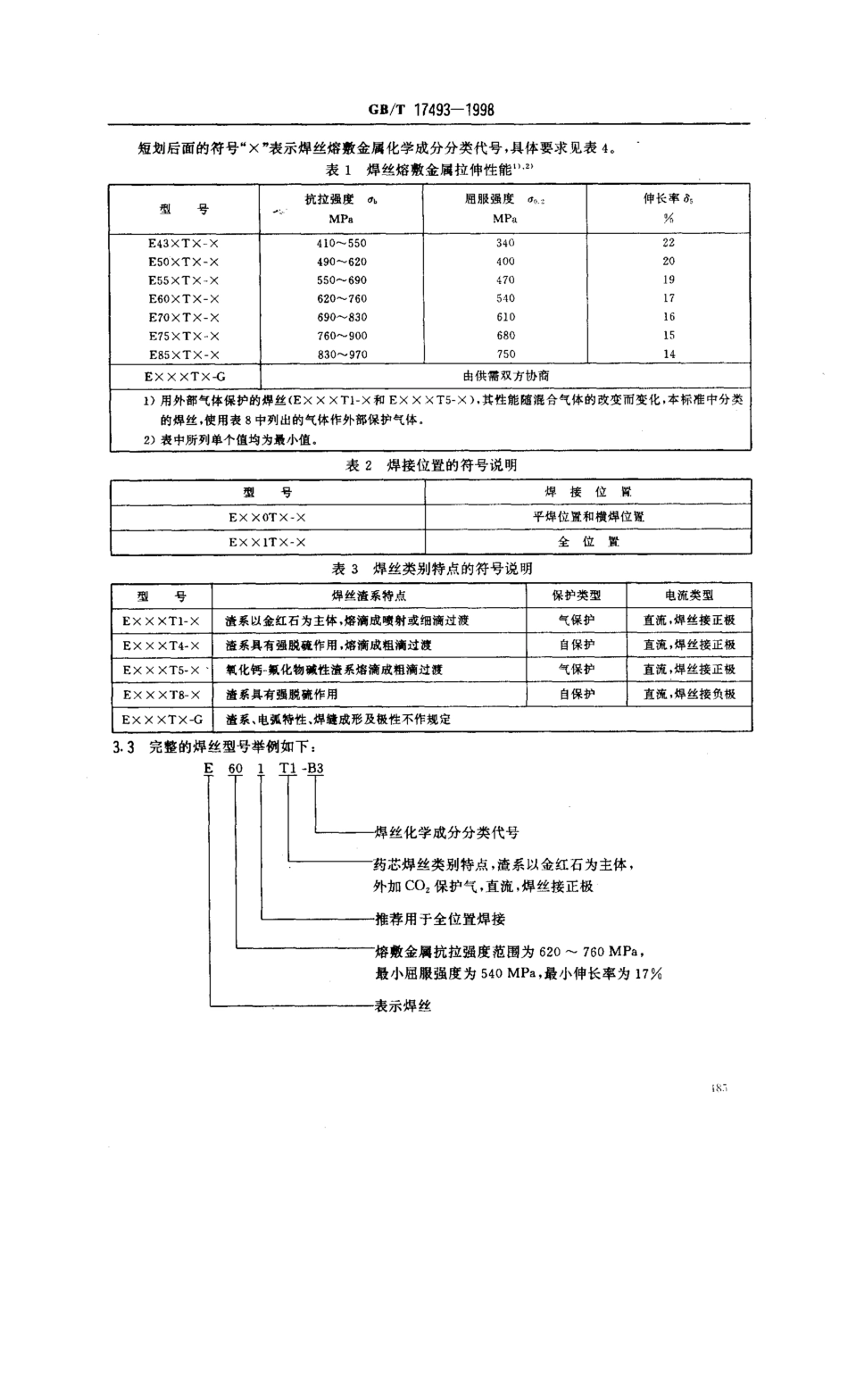
GB/T17493-1998前言本标准在技术内容上等效采用ANSI/AWSA5.29-80《电弧焊用低合金钢药芯焊丝规程》。本标准在型号分类上,结合国情和使用习惯,采用两位数字表示焊丝熔敷金属抗拉强度,代替AWSA5.29-80中一位数字的表示方法。为了使药芯焊丝和实芯焊丝的供货形式及各种供货形式的尺寸统一,便于应用,本标准在焊丝的缠绕要求上,采用了GB/T8110-19951气体保护电弧焊用碳钢、低合金钢焊丝》规定的供货形式及尺寸本标准的附录A是提示的附录。本标准由中华人民共和国机械工业部提出。本标准由全国焊接标准化技术委员会归口。本标准由机械工业部哈尔滨焊接研究所负责起草。夭津大桥集团公司和天津市三英焊业有限责任公司参加起草。本标准主要起草人:马凤辉、李春范、高盛平、李志提、张智、陈邦固。中华人民共和国国家标准低合金钢药芯焊丝GB/T17493-1998Lowalloysteelfluxcoredelectrodesforarcwelding范围本标准规定了低合金钢药芯焊丝的型号分类、技术要求、试验方法、检验规则及缠绕、包装等内容。本标准适用于电弧焊用低合金钢药芯焊丝弓1用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB223钢铁及合金化学分析方法GB700-88碳素结构钢GB/T710-91优质碳素结构钢热轧薄钢板和钢带GB/T1591-1994低合金高强度结构钢GB2650-89焊接接头冲击试验方法GB2652--89焊缝及熔敷金属拉伸试验方法GB3077-88合金结构钢技术条件GB3323-87钢熔化焊对接接头射线照相和质量分级3型号分类3.1焊丝型号分类的依据是:a)熔敷金属的力学性能;b)焊接位置;c)焊丝类别特点,包括保护类型、电流类型、渣系特点等;d)熔敷金属的化学成分。按一种类别进行分类的焊丝,不再按本标准中任何其他方法进行分类。3.2焊丝型号的表示方法为:EXXXTX-X,字母“E"表示焊丝、字母"T”表示药芯焊丝。型号表示中的符号按排列顺序分别说明如下:。)熔敷金属力学性能字母“E”后面的前2个符号“XX”表示焊丝熔敷金属的力学性能,具体要求见表1和表6eb)焊接位置字母“E”后面的第3个符号“X"表示推荐的焊接位置,符号说明见表2,c)焊丝类别特点字母“T”与其后的符号“X”表示焊丝在渣系、保护类型及电流类型等方面的不同,符号说明见表3及附录A(提示的附录)。d)化学成分国家质f技术监.局1998一09一02批准1999一08一。1实施GB/'r17493-1998短划后面的符号“x”表示...