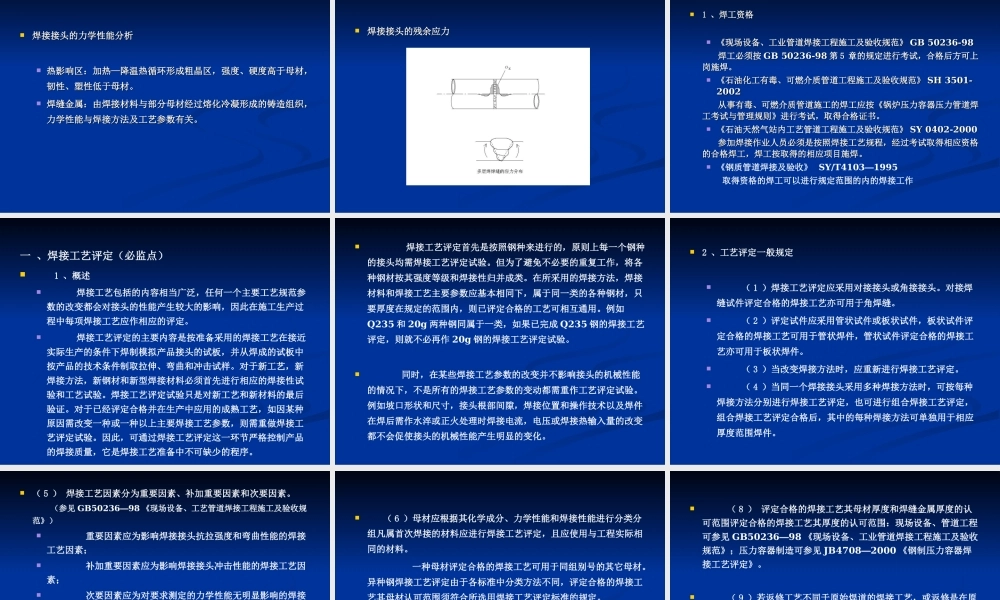
油气管道焊接油气管道焊接焊接概论焊接概论焊接方法焊接方法焊接材料焊接材料焊接工艺评定焊接工艺评定焊前预热及焊后热处理焊前预热及焊后热处理焊缝质量检验焊缝质量检验焊接焊接是指通过适当的物理化学过程使两个分离的固态物体是指通过适当的物理化学过程使两个分离的固态物体产生原子(分子)间结合力而连接成一体的连接方法。产生原子(分子)间结合力而连接成一体的连接方法。焊接方法分类:焊接方法分类:熔化焊熔化焊压力焊压力焊钎焊钎焊熔化焊熔化焊使被连接的构件表面局部加热熔化成液体,然后冷使被连接的构件表面局部加热熔化成液体,然后冷却结晶成一体的方法却结晶成一体的方法手工电弧焊、钨极气体保护焊、熔化极气体保护焊、手工电弧焊、钨极气体保护焊、熔化极气体保护焊、药芯焊丝电弧焊、埋弧焊、激光焊药芯焊丝电弧焊、埋弧焊、激光焊…………手工电弧焊手工电弧焊钨极气体保护焊钨极气体保护焊熔化极气体保护焊熔化极气体保护焊药芯焊丝电弧焊药芯焊丝电弧焊埋弧焊埋弧焊激光焊激光焊压力焊压力焊利用摩擦、扩利用摩擦、扩散和加压等物理作用克服散和加压等物理作用克服两个连接表面的不平度,两个连接表面的不平度,除去(挤走)氧化膜及其除去(挤走)氧化膜及其他污染物,使两个连接表他污染物,使两个连接表面上的原子相互接近到晶面上的原子相互接近到晶格距离,从而在固态条件格距离,从而在固态条件下实现的连接称为固相焊下实现的连接称为固相焊接,也叫压力焊接。接,也叫压力焊接。钎焊钎焊利用某些熔点低于被连接构件材料熔点的熔化金属(钎利用某些熔点低于被连接构件材料熔点的熔化金属(钎料)作连接的媒介物在连接界面上的流散浸润作用,然后冷却结晶形料)作连接的媒介物在连接界面上的流散浸润作用,然后冷却结晶形成结合面的方法成结合面的方法熔化焊焊接接头:熔化焊焊接接头:母材、熔合线、热影响区、焊缝金属母材、熔合线、热影响区、焊缝金属焊接接头的力学性能分析焊接接头的力学性能分析热影响区:加热热影响区:加热——降温热循环形成粗晶区,强度、硬度高于母材,降温热循环形成粗晶区,强度、硬度高于母材,韧性、塑性低于母材。韧性、塑性低于母材。焊缝金属:由焊接材料与部分母材经过熔化冷凝形成的铸造组织,焊缝金属:由焊接材料与部分母材经过熔化冷凝形成的铸造组织,力学性能与焊接方法及工艺参数有关。力学性能与焊接方法及工艺参数...