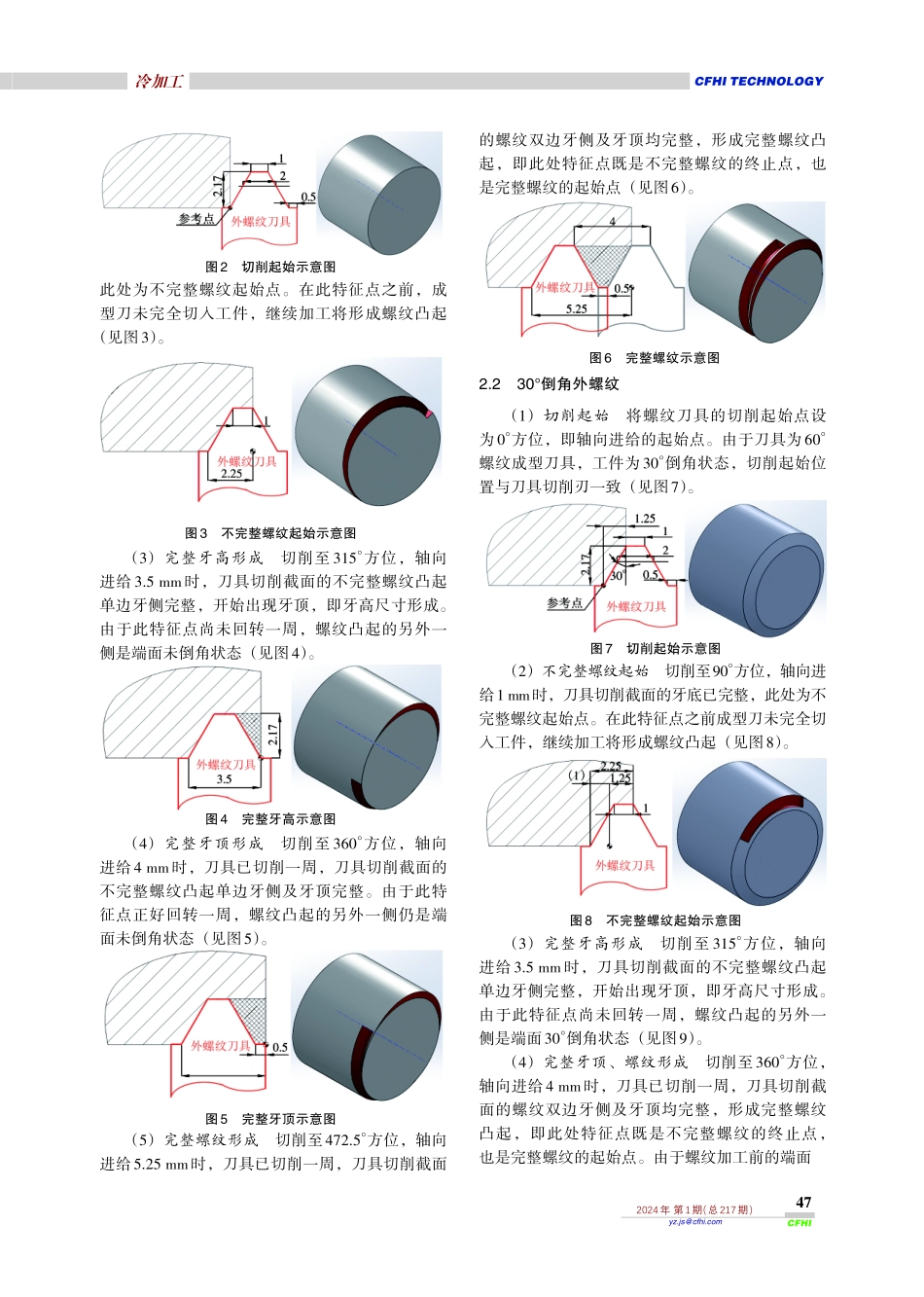
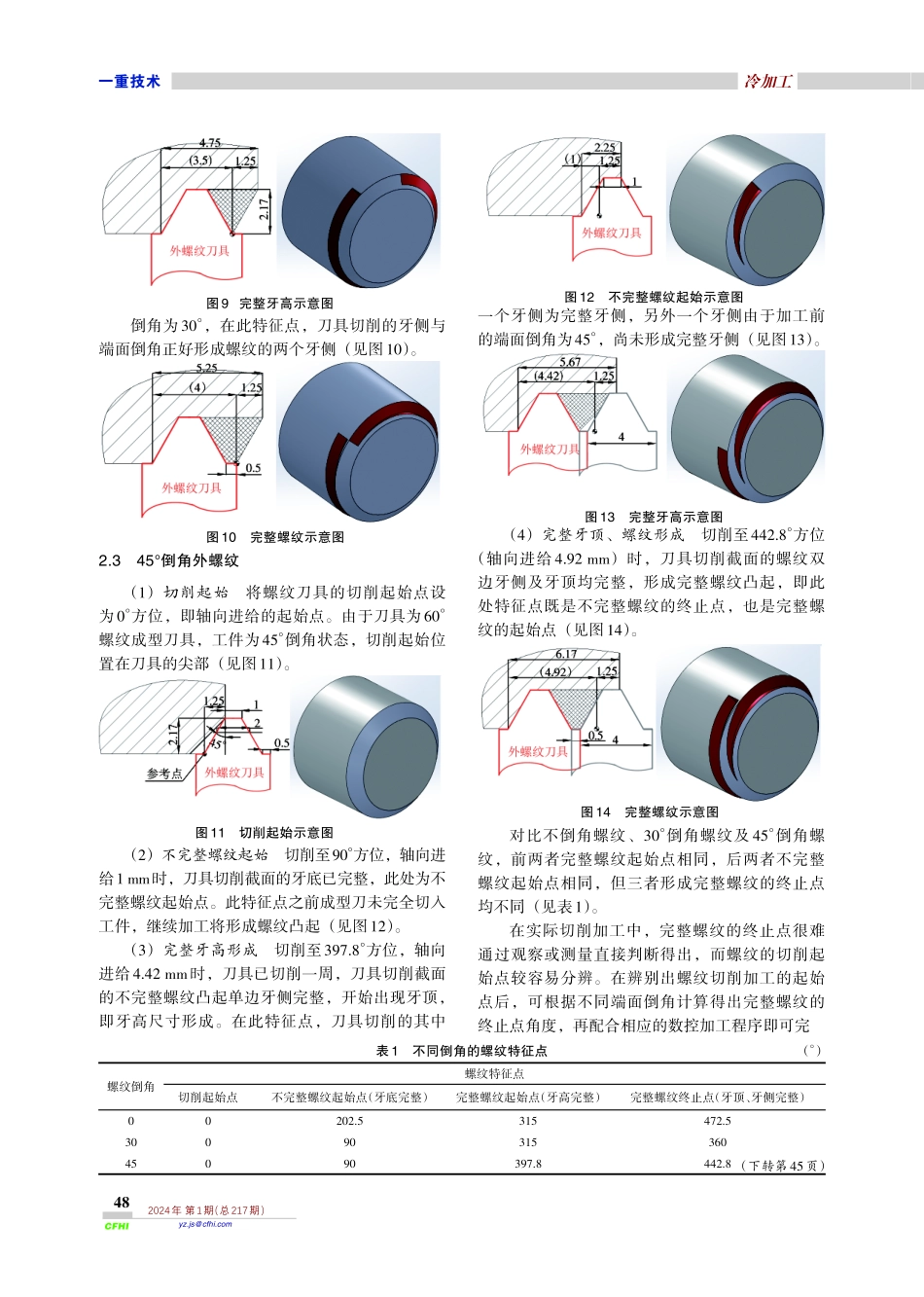
2024年第1期(总217期)CFHIyz.js@cfhi.com冷加工一重技术我司承制的核反应堆压力容器的主螺纹孔及主螺栓均要求去除不完整螺纹。为更好实现不完整螺纹的去除,笔者分析不完整螺纹的形成机理。1螺纹的定义螺纹的定义为在圆柱或圆锥表面上沿螺旋线所形成的具有规定牙型的连续凸起。每个螺纹都分完整螺纹,不完整螺纹及螺尾三部分,由完整螺纹和不完整螺纹组成有效螺纹(不包括螺尾)(见图1)[1]。2不完整螺纹的形成不完整螺纹是指牙底完整而牙顶不完整的螺纹,是在螺纹加工过程中,由于多种因素导致螺纹没有加工完整。不完整螺纹会导致产品质量下降,生产效率降低和成本增加。因此,研究不完整螺纹的形成原因具有重要意义。加工螺纹前,端头倒角不同,不完整螺纹的形成过程会有差异,本文以工程上常见的不倒角、30°倒角、45°倒角三种状态下,螺距为4mm的外螺纹为例,分析不完整螺纹在加工时的形成过程[2]。为方便说明,笔者将螺纹成型刀简化为螺纹基本牙型。2.1无倒角外螺纹(1)切削起始将螺纹刀具的切削起始点(刀具切削刃与工件接触起始)设为0°方位,即轴向进给的起始点。由于刀具为60°螺纹成型刀具,工件为直角未倒角状态,所以切削起始位置在刀具的根部(见图2)。(2)不完整螺纹起始在切削至202.5°方位,轴向进给2.25mm时,刀具切削截面的牙底已完整,1.一重集团大连核电石化有限公司高级工程师,辽宁大连11611310.3969/j.issn.1673-3355.2024.01.014摘要:以普通螺纹为例,分析典型工况下不完整螺纹产生的原因,提出应用场景解决方案。关键词:不完整螺纹;倒角;牙底;牙顶中图分类号:TG62文献标识码:B文章编号:1673-3355(2024)01-0014-03AnalysisofFormationMechanismpfIncompleteThreadandItsApplicationSuWei,ChenXu,ShaJinbaoAbstract:Thispapertakesordinarythreadasexampletoanalyzethecauseofincompletethreadundertypicalworkingcondition,andproposessolutionsforrelativeapplicationscenarios.Keywords:Incompletethread;chamfering;threadroot;threadcrest不完整螺纹形成机理分析及应用苏伟1,陈旭1,沙宝金1D—内螺纹的基本大径(公称直径);d—外螺纹的基本大径(公称直径);D2—内螺纹的基本中径;d2—外螺纹的基本中径;D1—内螺纹的基本小径;d1—外螺纹的基本小径;H—原始三角形高度;P—螺距。H=32P=0.866025404P图1普通螺纹的基本牙型46CFHI2024年第1期(总217期)yz.js@cfhi.com冷加工CFHITECHNOLOGY此...