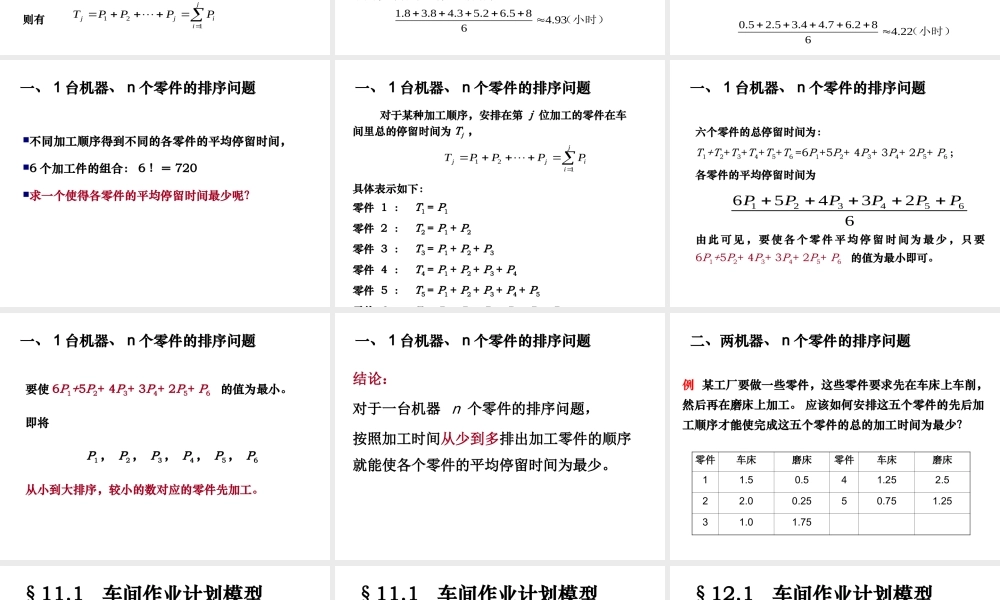
第十二章排序与统筹方法§12.1车间作业计划模型车间作业计划一个工厂生产工序的计划和安排。能否在满足加工工艺流程前提下,通过各个零件在各台机床上加工次序上的合理安排,使得完成这批零件加工任务所需总时间最少;使得各加工零件在车间里停留的平均时间最短。前提:各种加工件在每台设备上加工的时间都是已知的。一、1台机器、n个零件的排序问题例:某车间有一台磨床,现有六个零件都要求加工,按照什么样的加工顺序来加工这六个零件,才能使它们在车间停留的平均时间最少?零件加工时间(h)零件加工时间(h)11.840.922.051.330.561.5一、1台机器、n个零件的排序问题不管按什么顺序加工这六个零件,都需要8小时。由于各个零件加工时间不同,不同的加工顺序,使得这六个零件在车间里的平均停留时间是不一样的。零件加工时间(h)零件加工时间(h)11.840.922.051.330.561.5一、1台机器、n个零件的排序问题按照某个加工顺序加工零件时,某个零件在车间的停留时间应该等于在它前面加工的各个零件的加工时间与这一零件本身的加工时间之和。如果用Pi表示安排在第i位加工的零件所需的时间,用Tj表示安排在第j位加工的零件总的停留时间,则有jiijjPPPPT121这样可以计算出按照1、2、3、4、5、6顺序加工零件,各零件在车间的停留时间,如表所示于是各零件平均停留时间为一、1台机器、n个零件的排序问题零件加工时间Pi停留时间Tj零件加工时间Pi停留时间Tj11.81.840.95.222.03.851.36.530.54.361.58(小时)93.4685.62.53.48.38.1一、1台机器、n个零件的排序问题如果按照3、2、4、5、6、1顺序加工零件,也可以计算出各零件在车间的停留时间,如表所示于是各零件平均停留时间为零件加工时间Pi停留时间Tj零件加工时间Pi停留时间Tj30.50.551.34.722.02.561.56.240.93.411.88(小时)22.4682.67.44.35.25.0一、1台机器、n个零件的排序问题不同加工顺序得到不同的各零件的平均停留时间,6个加工件的组合:6!=720求一个使得各零件的平均停留时间最少呢?一、1台机器、n个零件的排序问题对于某种加工顺序,安排在第j位加工的零件在车间里总的停留时间为Tj,具体表示如下:零件1:T1=P1零件2:T2=P1+P2零件3:T3=P1+P2+P3零件4:T4=P1+P2+P3+P4零件5:T5=P1+P2+P3+P4+P5零件TjiijjPPPPT121一、1台机器、n个零件的排序问题六个零件的总停留时间为:T1+T2+T3+T4+T5+T6=6P1+5P2+4...