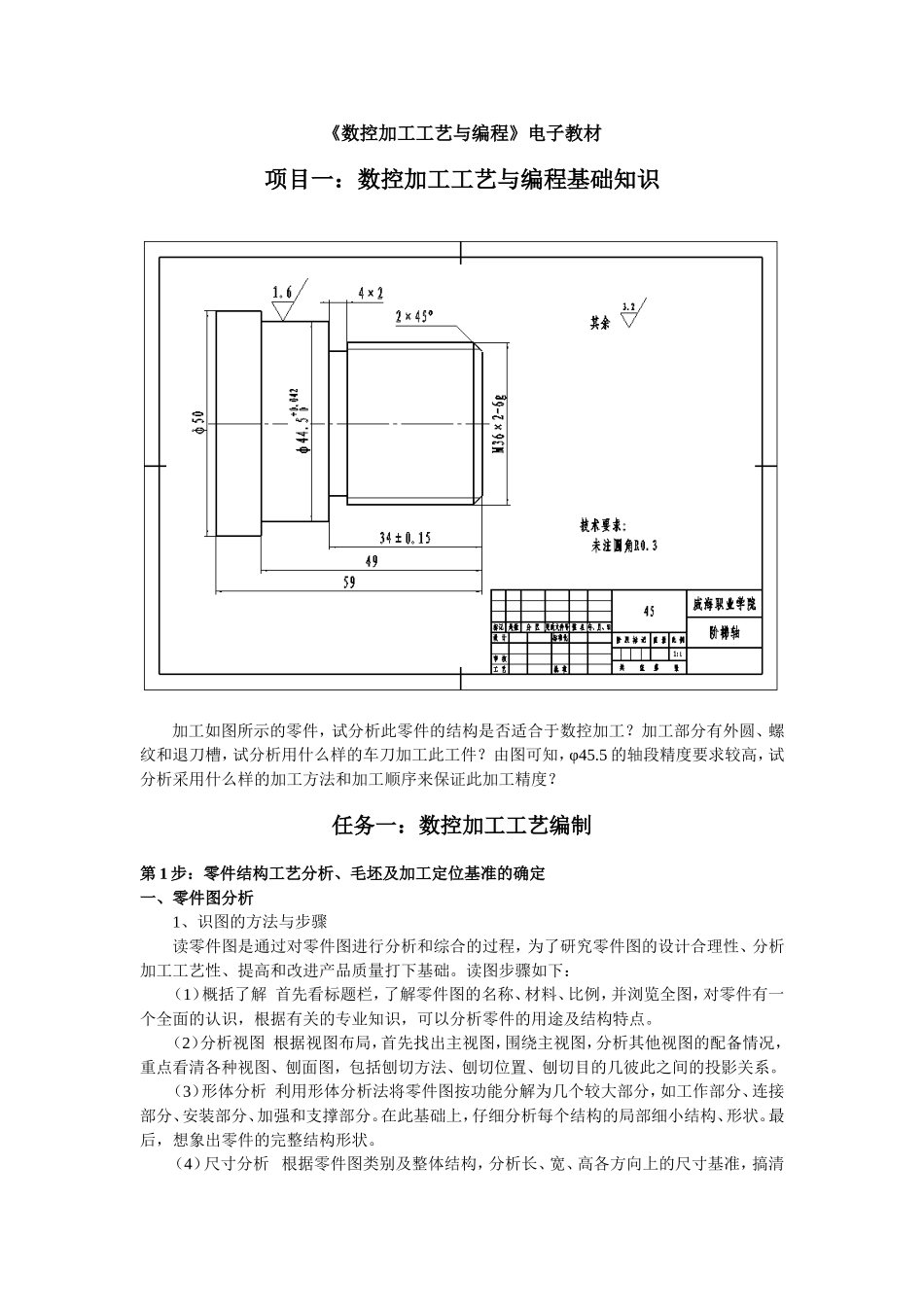
《数控加工工艺与编程》电子教材项目一:数控加工工艺与编程基础知识加工如图所示的零件,试分析此零件的结构是否适合于数控加工?加工部分有外圆、螺纹和退刀槽,试分析用什么样的车刀加工此工件?由图可知,φ45.5的轴段精度要求较高,试分析采用什么样的加工方法和加工顺序来保证此加工精度?任务一:数控加工工艺编制第1步:零件结构工艺分析、毛坯及加工定位基准的确定一、零件图分析1、识图的方法与步骤读零件图是通过对零件图进行分析和综合的过程,为了研究零件图的设计合理性、分析加工工艺性、提高和改进产品质量打下基础。读图步骤如下:(1)概括了解首先看标题栏,了解零件图的名称、材料、比例,并浏览全图,对零件有一个全面的认识,根据有关的专业知识,可以分析零件的用途及结构特点。(2)分析视图根据视图布局,首先找出主视图,围绕主视图,分析其他视图的配备情况,重点看清各种视图、刨面图,包括刨切方法、刨切位置、刨切目的几彼此之间的投影关系。(3)形体分析利用形体分析法将零件图按功能分解为几个较大部分,如工作部分、连接部分、安装部分、加强和支撑部分。在此基础上,仔细分析每个结构的局部细小结构、形状。最后,想象出零件的完整结构形状。(4)尺寸分析根据零件图类别及整体结构,分析长、宽、高各方向上的尺寸基准,搞清哪些是主要基准和主要尺寸,以及尺寸标注的形式,找出各简单的定形尺寸和定位尺寸。(5)分析技术要求根据标注的尺寸公差、形位公差、表面粗糙度及其他技术要求,明确主要加工尺寸和加工表面,以便采用合理的工艺方法予以保证。2、零件图的读取(1)概括了解此零件为阶梯轴,材料为45#钢,采用1:1比例。共有4个轴段,需要加工外圆、切槽、螺纹。(2)分析试图本阶梯轴结构、形状简单,没有需要进一步表达的部位,故采用一个主视图将结构完全表达。(3)尺寸分析从图纸上可以看出,径向尺寸基准为中心线,尺寸以中心线标注,轴向尺寸基准为右端面,φ45.5和φ50的轴段定位基准都是右端面,基准比较统一。尺寸标注比较齐全,没有遗漏。φ45.5的轴段尺寸精度和表面粗糙度要求较高,可知此轴段为配合轴段。M36的螺纹导程为2mm,查表可知螺纹小径为33.853mm,螺纹和槽宽总长有长度要求。(4)直径为φ45.5mm轴段,直径公差为0.042mm,公差等级为IT8级,表面粗糙度为1.6;螺纹和槽宽轴段总长长度要求34mm,公差为0.3mm,公差等级为IT13,原角半径R2mm,工件没有形状公差,没有相互位置公差要...