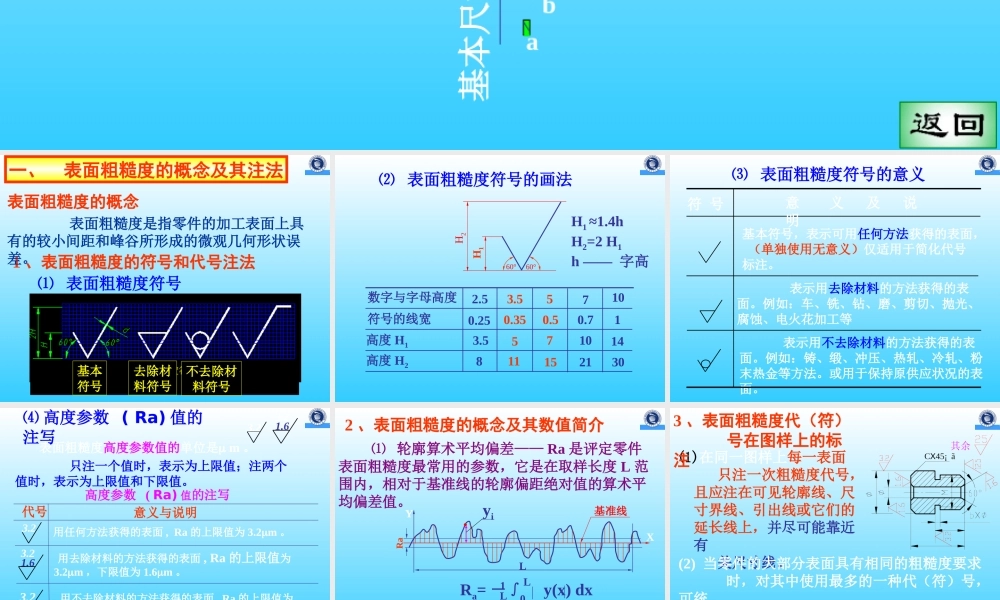
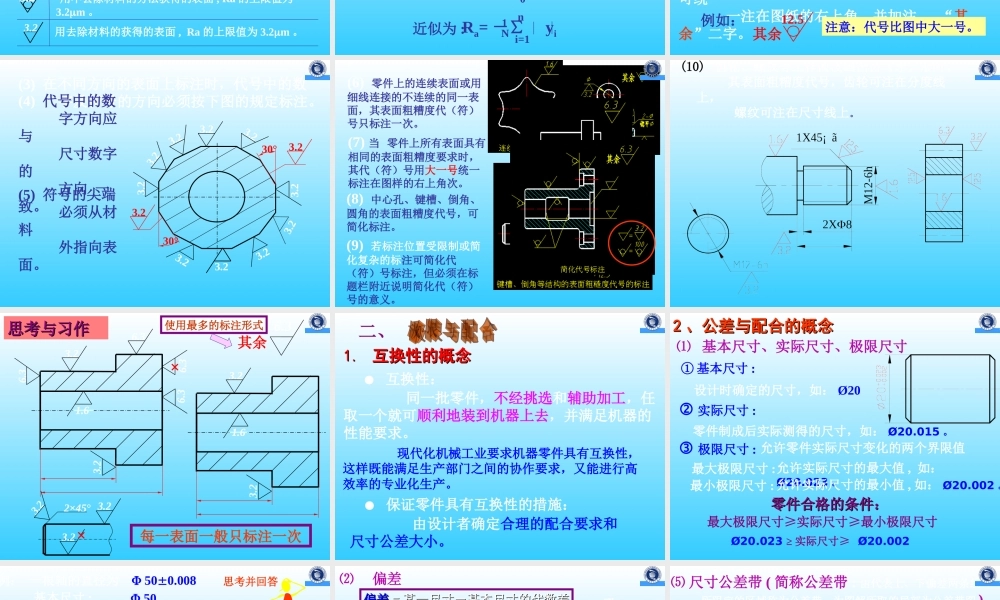
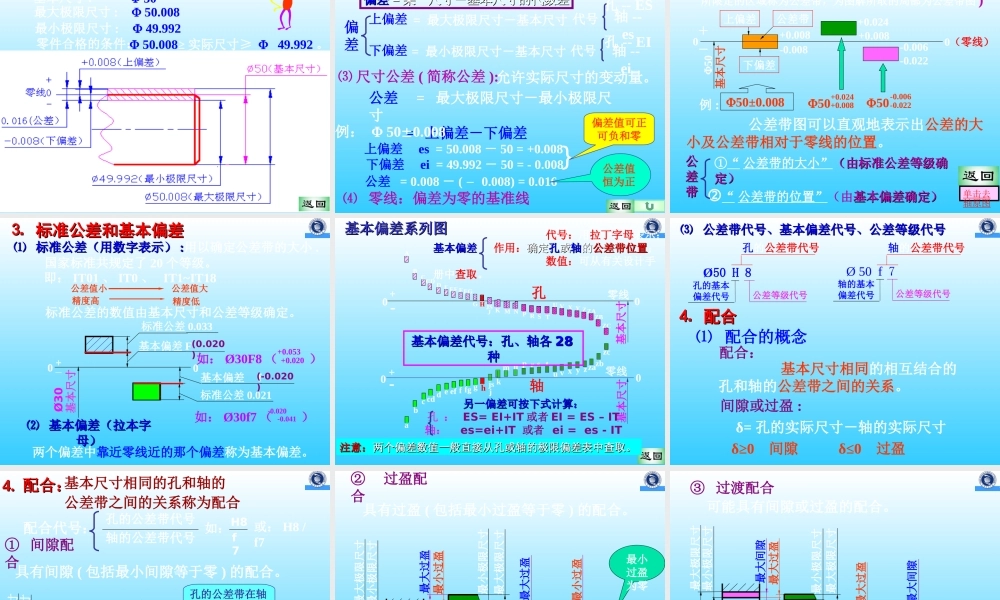
3.212.53.2A0RSTPCDEFFGCDEHYBGJSKMNUVXZZAZBZCF基本尺寸零线0+-孔J0+rafgdefcdbhjsjkmnpstuxzzazbzcgecfvy基本尺寸零线0-轴9.51、表面粗糙度的符号和代号注法⑴表面粗糙度符号不去除材料符号去除材料符号基本符号一、表面粗糙度的概念及其注法表面粗糙度的概念表面粗糙度是指零件的加工表面上具有的较小间距和峰谷所形成的微观几何形状误差。60°60°H2H1H1≈1.4hH2=2H1h——字高数字与字母高度符号的线宽高度H1高度H22.50.253.583.50.3551150.571570.710211011430⑵表面粗糙度符号的画法基本符号,表示可用任何方法获得的表面,(单独使用无意义)仅适用于简化代号标注。表示用去除材料的方法获得的表面。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等表示用不去除材料的方法获得的表面。例如:铸、缎、冲压、热轧、冷轧、粉末热金等方法。或用于保持原供应状况的表面。符号意义及说明⑶表面粗糙度符号的意义表面粗糙度高度参数值的单位是m。只注一个值时,表示为上限值;注两个值时,表示为上限值和下限值。用去除材料的获得的表面,Ra的上限值为3.2m。3.21.6用去除材料的方法获得的表面,Ra的上限值为3.2m,下限值为1.6m。3.2用不去除材料的方法获得的表面,Ra的上限值为3.2m。3.2用任何方法获得的表面,Ra的上限值为3.2m。高度参数(Ra)值的注写代号意义与说明3.2⑷高度参数(Ra)值的注写3.21.63.2L⑴轮廓算术平均偏差——Ra是评定零件表面粗糙度最常用的参数,它是在取样长度L范围内,相对于基准线的轮廓偏距绝对值的算术平均偏差值。Ra=-∫y(x)dx1L0LRa=-∑yi1Ni=1n近似为:YXRayi2、表面粗糙度的概念及其数值简介基准线(1)在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。(2)当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种代(符)号,可统一注在图纸的右上角。并加注“其余”二字。其余12.5例如:3、表面粗糙度代(符)号在图样上的标注注意:代号比图中大一号。3.23.23.23.23.23.23.23.23.23.230°3.23.230°(3)在不同方向的表面上标注时,代号中的数字及符号的方向必须按下图的规定标注。(4)代号中的数字方向应与尺寸数字的方向一致。(5)符号的尖端必须从材料外指向表面。(6)零件上的连续表面或用细线连接的不连续的同一表面,其表面粗糟度代(符)号只标注一次。(7)当零件上所有表面具有相同的表面粗糟度要求时,其代(符...