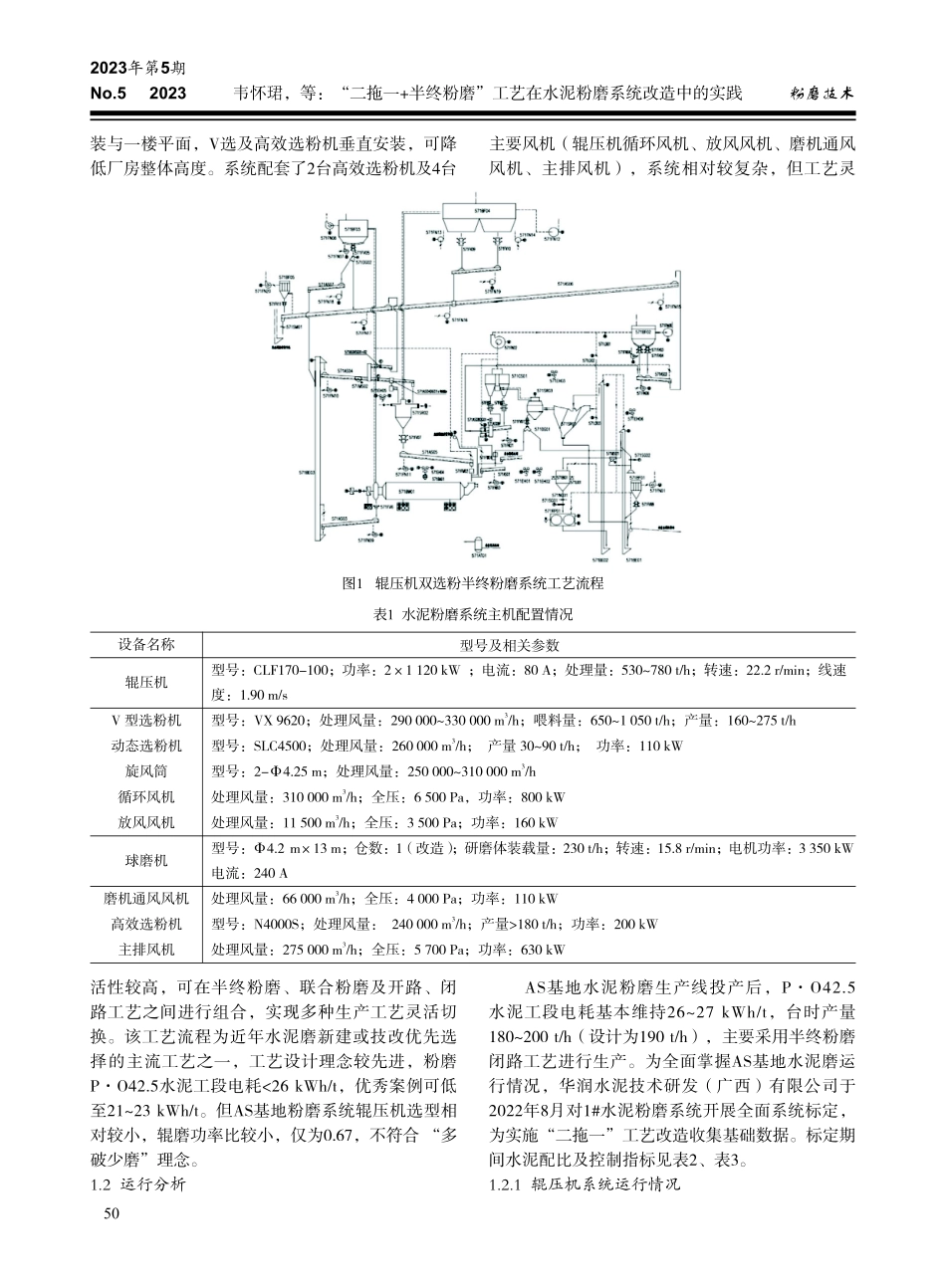
4�中图分类号:TQ�72.632文献标识码:B文章编号:�008-0473(2023)05-004�-07DOI编码:�0.�6008/j.cnki.�008-0473.2023.05.0�0“二拖一+半终粉磨”工艺在水泥粉磨系统改造中的实践韦怀珺1黄伟2曾荣1陶从喜1王希柱2刘孝2宋洋1(1.华润水泥技术研发(广西)有限公司,广西南宁530000;2.华润水泥(安顺)有限公司,贵州安顺561000)摘要对原有两条水泥生产线辊压机半终粉磨系统进行工艺改造,实现两台辊压机配套一台球磨机的半终粉磨新工艺生产模式。辊磨功率比设计值由之前的0.67提高至1.33,实际运行时辊磨功率比达到了1.95,更符合“多破少磨”原则,工段电耗较原单辊单磨工艺降低了1kWh/t以上。关键词工艺改造辊磨功率比多破少磨研磨体装载量0引言辊压机联合(半终)粉磨遵循“多破少磨”理念,即希望辊压机多做功而球磨机少做功,以实现系统更低电耗目标。基于此原理,近年水泥粉磨系统新建或改造项目中辊压机规格及装机功率呈逐渐增大趋势,新建辊压机辊径通常大于1.8m(装机功率>3000kW),辊压机相对球磨机装机功率比例(辊磨功率比)要求大于1.0。然而对于已投产运营生产线,采取更换大辊压机改造以提高辊磨功率比来降低电耗的改造方案成本过高。在当前水泥市场行情低迷、企业经营利润大幅下滑的大环境下,大部分企业不愿承受更换辊压机增加的改造成本。华润水泥AS基地(下文简称AS基地)在不新增大规模投资的前提下,实施了两台辊压机“拖”一台球磨机的半终粉磨工艺(以下简称:“二拖一+半终粉磨”工艺)改造,将辊磨实际运行功率比提升至1.95,粉磨电耗较原工艺降低了1kWh/t以上。本文对该项目具体改造、调试过程及运行效果进行详细介绍。1改造前工艺配置及运行分析1.1工艺流程及主机设备AS基地4500t/d熟料生产线配套2条辊压机双选粉半终粉磨水泥生产线,年产能为250万t水泥,由中国中材国际工程公司进行总包建设,于2020年2月建成投产。水泥磨系统工艺流程见图1所示,主机设备配置情况见表1所示。该系统喂料通过喂料皮带输送至V型选粉机(以下简称:V选)粗粉提升机,与V选粗粉共同提升至稳流仓后喂入辊压机研磨;物料经辊压机研磨后通过循环提升机输送至V选进行打散及分选,选出粗粉返回辊压机继续研磨,选出细粉进入动态选粉机进行二次分选;动态高效选粉机粗粉溜管上设分料阀,粗粉既可入磨研磨,又可回辊压机继续研磨;动态选粉机细粉通过旋风筒进行收集,收集后细粉既可直接进入成品(即为半终粉磨工艺),也可全部入磨研磨(即为联合粉磨工...