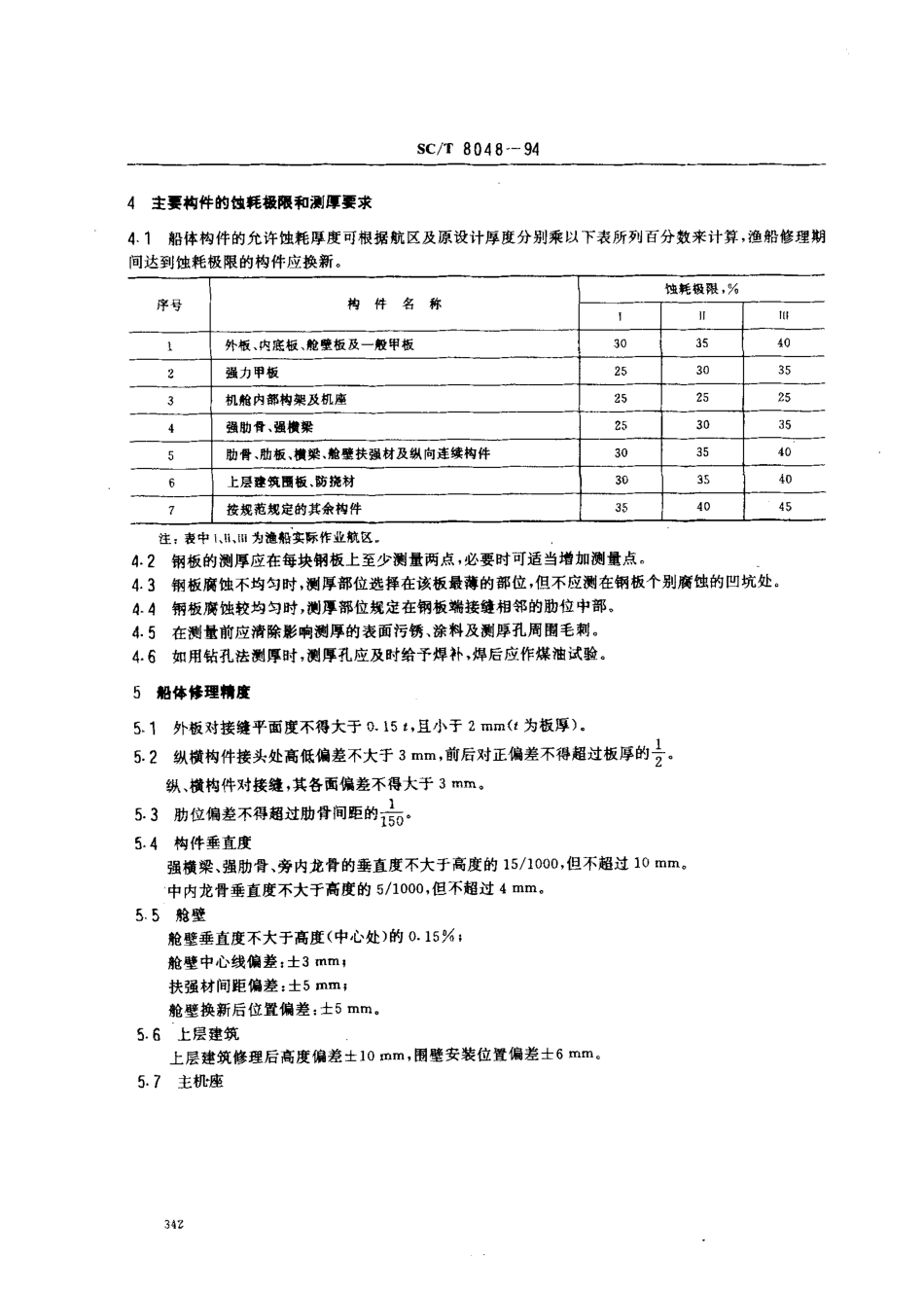
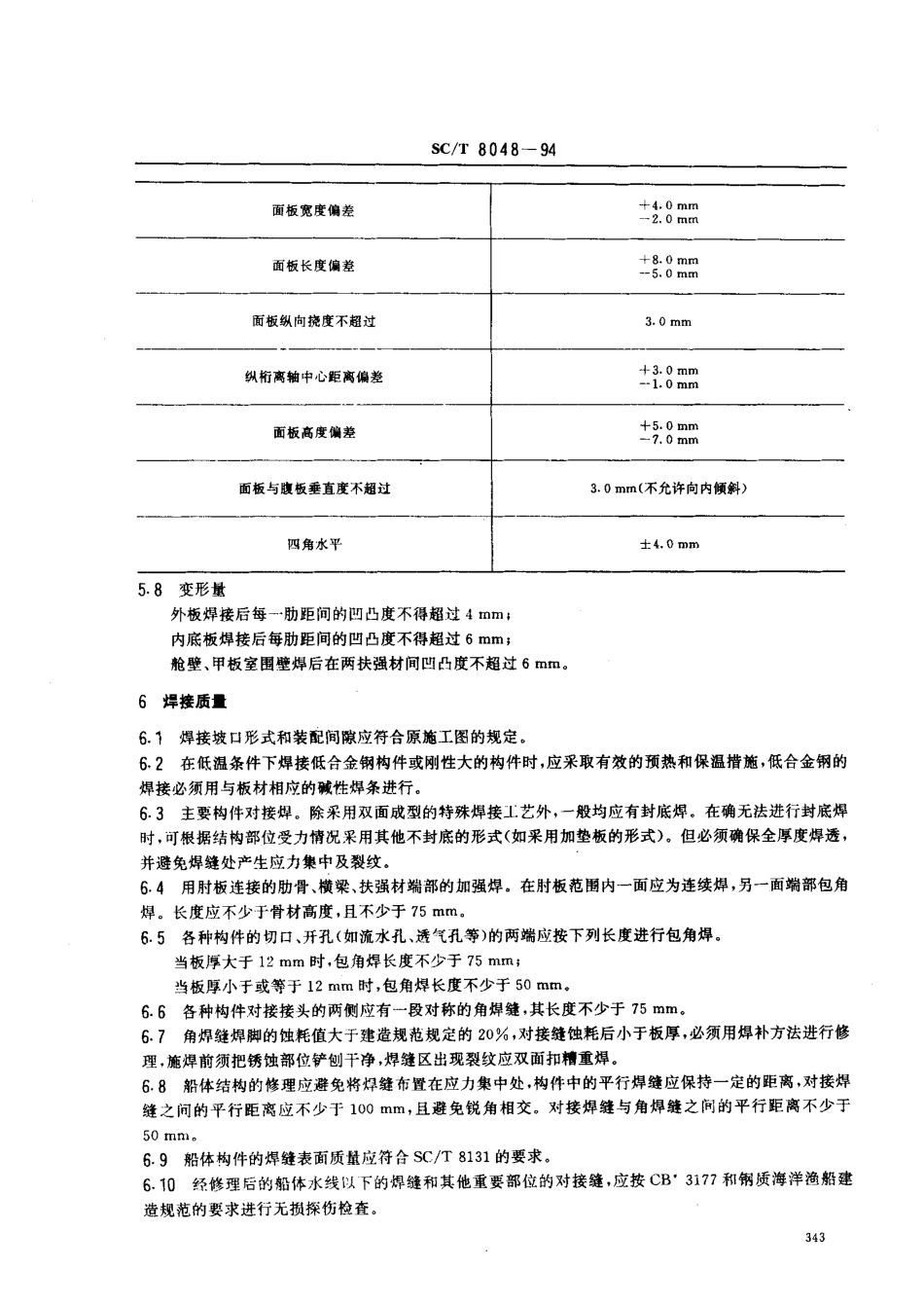
中华人民共和国水产行业标准SC/T8048一94渔船船体修理技术要求代替SC48--791主肠内容与适用范围本标准规定了渔船船体构件的蚀耗极限、修理精度、焊接质量、除锈油漆及木甲板、压载、敷料、附件检修和密性试验、下水等基本要求。本标准适用于渔船船体定期修理,渔业辅助船修理可参照执行。2弓!用标准GB712船体用结构钢CB'3177民用船舶钢焊缝射线照相和超声波检查规则SC/T8076渔船船体涂装技术要求SC/T8088渔船制冷系统效用试验技术要求SC/T8122渔船牺牲阳极安装技术要求SC/'P8131渔船船体焊接外观质量要求3一般规定3.1船体的修理应按原设计图样修复,若需改进应经船方和验船部门同意。3.2修船所用的材料应符合《钢质海洋渔船建造规范》和GB712的要求。材料代用时,需经验船部门同意。13船壳板的换新长度不得小于两个肋距,并尽量避免焊缝的增加。3.4渔船上排(进坞)和船休构件在拆换修理时,应采取有效措施防止船体变形。15船体各构件的拆换不得损伤相连的其他构件。16船体构件因受外力产生的变形而影响到航行安全时,应予矫正修复,循舰柱蚀耗允许采用焊补,并须消除焊接应力。I了凡装配搜盖隐蔽的构件(如护舷材内部及各种复板等)必须去锈涂漆才能装配。3.8确定船体构件修理时,除根据测厚记录外,还须到现场察看构件腐蚀分布情况以确定修理方法和工程范围。3.9腐蚀坑点直径在15^50mm之间,部位比较分散,数量较少,一般可允许堆焊填补。堆焊前金属表面应清洁除锈,焊后表面应磨平,局部疤状腐蚀宽度大于50mm,深度达到原厚度的40%时,在年检时允许用挖补或复补修理,但到定期检修时,复补处应予换新。3.10渔船冷藏舱经局部修理后,应结合轮机按SC/T8088进行绝热效能试验,使鱼舱在规定时间内温升基本达到要求。3.11上排(进坞)修理的渔船在上排前应作航行试验,经修理后的船舶的主要性能应基本恢复。3.12凡经改建增减及更动固定设备等导致重量、重心改变足以影响稳性时,施工前应按规范核算稳性,合格后方可施工,完工后作倾斜试验。中华人民共和国农业部1994一11一01批准1995一01一01实施SC/T8048一94主要构件的蚀耗极限和测厚要求船体构件的允许蚀耗厚度可根据航区及原设计厚度分别乘以下表所列百分数来计算,渔船修理期间达到蚀耗极限的构件应换新。序号构件名称蚀耗极限,肠Ii川1外板、内底板、舱堕板及一般甲板3035402强力甲板2530353机舱内部构架及机座2525254强肋骨、强横梁2530355肋骨、肋板、横梁、舱壁扶强材及纵向连续构件3035406上层建筑...