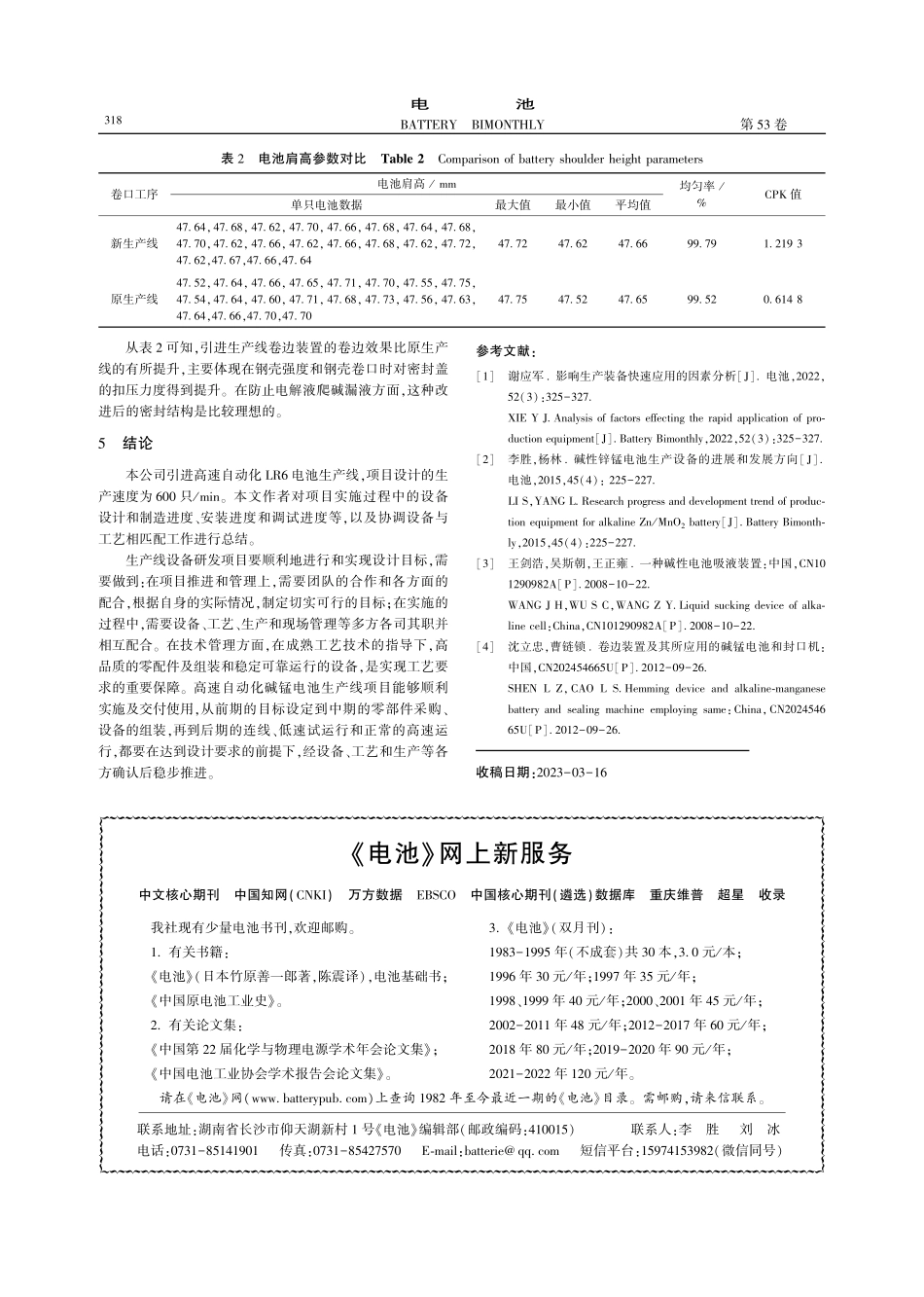
电池BATTERYBIMONTHLY第53卷表2电池肩高参数对比Table2Comparisonofbatteryshoulderheightparameters卷口工序电池肩高/mm单只电池数据最大值最小值平均值均匀率/%CPK值新生产线47.64,47.68,47.62,47.70,47.66,47.68,47.64,47.68,47.70,47.62,47.66,47.62,47.66,47.68,47.62,47.72,47.62,47.67,47.66,47.6447.7247.6247.6699.791.2193原生产线47.52,47.64,47.66,47.65,47.71,47.70,47.55,47.75,47.54,47.64,47.60,47.71,47.68,47.73,47.56,47.63,47.64,47.66,47.70,47.7047.7547.5247.6599.520.6148从表2可知,引进生产线卷边装置的卷边效果比原生产线的有所提升,主要体现在钢壳强度和钢壳卷口时对密封盖的扣压力度得到提升。在防止电解液爬碱漏液方面,这种改进后的密封结构是比较理想的。5结论本公司引进高速自动化LR6电池生产线,项目设计的生产速度为600只/min。本文作者对项目实施过程中的设备设计和制造进度、安装进度和调试进度等,以及协调设备与工艺相匹配工作进行总结。生产线设备研发项目要顺利地进行和实现设计目标,需要做到:在项目推进和管理上,需要团队的合作和各方面的配合,根据自身的实际情况,制定切实可行的目标;在实施的过程中,需要设备、工艺、生产和现场管理等多方各司其职并相互配合。在技术管理方面,在成熟工艺技术的指导下,高品质的零配件及组装和稳定可靠运行的设备,是实现工艺要求的重要保障。高速自动化碱锰电池生产线项目能够顺利实施及交付使用,从前期的目标设定到中期的零部件采购、设备的组装,再到后期的连线、低速试运行和正常的高速运行,都要在达到设计要求的前提下,经设备、工艺和生产等各方确认后稳步推进。参考文献:[1]谢应军.影响生产装备快速应用的因素分析[J].电池,2022,52(3):325-327.XIEYJ.Analysisoffactorseffectingtherapidapplicationofpro-ductionequipment[J].BatteryBimonthly,2022,52(3):325-327.[2]李胜,杨林.碱性锌锰电池生产设备的进展和发展方向[J].电池,2015,45(4):225-227.LIS,YANGL.Researchprogressanddevelopmenttrendofproduc-tionequipmentforalkalineZn/MnO2battery[J].BatteryBimonth-ly,2015,45(4):225-227.[3]王剑浩,吴斯朝,王正雍.一种碱性电池吸液装置:中国,CN101290982A[P].2008-10-22.WANGJH,WUSC,WANGZY.Liquidsuckingdeviceofalka-linecell:China,CN101290982A[P].2008-10-22.[4]沈立忠,曹链锁.卷边装置及其所应用的碱锰电池和封口机:中国,CN202454665U[P].2012-09-26.SHENLZ,CAO...