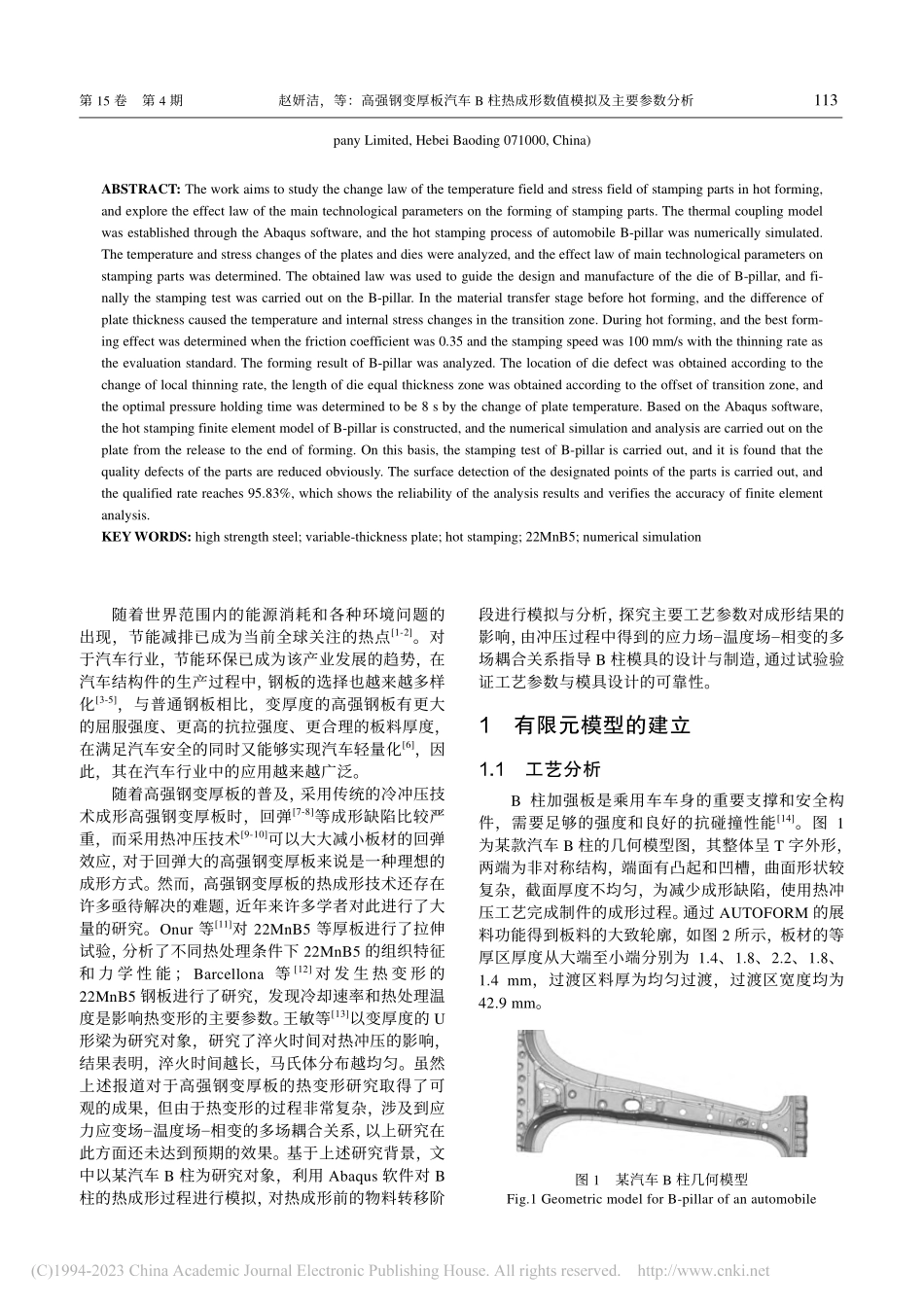
精密成形工程第15卷第4期112JOURNALOFNETSHAPEFORMINGENGINEERING2023年4月收稿日期:2022−12−24Received:2022-12-24基金项目:河北省创新能力提升计划项目(225A2201D)Fund:HebeiProvinceInnovationCapacityImprovementProgram(225A2201D)作者简介:赵妍洁(1998—),女,硕士生,主要研究方向为精密塑性成形技术。Biography:ZHAOYan-jie(1998-),Female,Postgraduate,Researchfocus:precisionplasticformingtechnology.通讯作者:高颖(1973—),女,博士,副教授,主要研究方向为材料成型及计算机仿真。Correspondingauthor:GAOYing(1973-),Female,Doctor,Associateprofessor,Researchfocus:materialformingandcomputersimulation.引文格式:赵妍洁,高颖,高静娜,等.高强钢变厚板汽车B柱热成形数值模拟及主要参数分析[J].精密成形工程,2023,15(4):112-120.ZHAOYan-jie,GAOYing,GAOJing-na,etal.NumericalSimulationandMainParametersofHotFormingofB-pillarofHigh-strengthSteelVariable-thicknessPlates[J].JournalofNetshapeFormingEngineering,2023,15(4):112-120.高强钢变厚板汽车B柱热成形数值模拟及主要参数分析赵妍洁1,高颖1,高静娜1,刘凯源1,张双杰1,2,朱庆齐3(1.河北科技大学a.材料科学与工程学院b.河北省材料近净成形技术重点实验室,石家庄050018;2.河北省精密冲裁工艺与模具工程技术研究中心,河北沧州061500;3.保定市精工汽车模具技术有限公司,河北保定071000)摘要:目的研究热成形过程中冲压件温度场、应力场的变化规律,探究主要工艺参数对冲压件成形的影响规律。方法利用Abaqus软件建立热力耦合模型,对汽车B柱的热冲压成形过程进行数值模拟,分析板料及模具的温度和应力变化,确定主要工艺参数对冲压件的影响规律,利用得到的规律指导B柱模具的设计与制造,最后对B柱进行冲压试验。结果在热成形前的物料转移阶段,板材厚度差的存在使过渡区产生了温度梯度和内应力的变化;在热成形阶段,以减薄率为评判标准,确定了摩擦因数为0.35、冲压速度为100mm/s时B柱的成形效果最好;对B柱的成形结果进行了分析,由局部减薄率的变化得到了模具缺陷的位置,由过渡区的偏移量得到了模具等厚区的长度,由板材温度变化确定了最佳保压时间为8s。结论基于Abaqus软件,构建了B柱的热冲压有限元模型,对板材出炉至成形结束阶段进行了数值模拟与分析,在此基础上对B柱制件进行了冲压试验,发现制件的质量缺陷明显减少,对制件的...